






Калкып турган айнек эриген айнек эриген металлдын бетинде калкып, жылмаланган формага ээ болгондугунан улам аталган. Эриген айнек коргоочу газ (N) менен толтурулган калай ваннасында металл калайдын бетинде калкып жүрөт.2+ H2) эритилген сактоочу жайдан. Жогоруда жалпак айнек (пластина формасындагы силикат айнеги) бирдей калыңдыктагы, жалпак жана жылтыратылган айнек зонасын түзүү үчүн жалпак жана жылмалоо жолу менен жасалат.
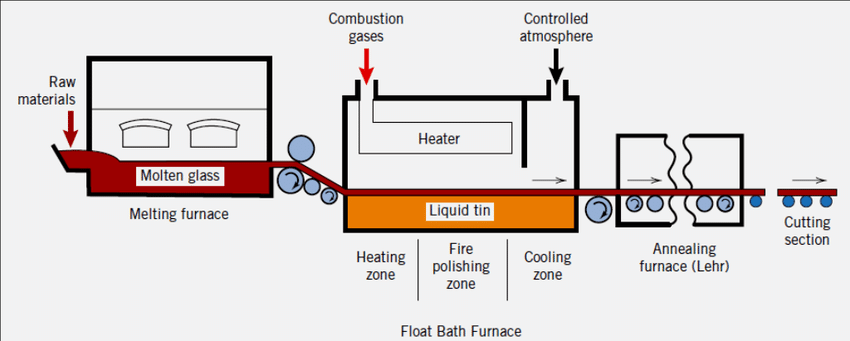
Калкып жүрүүчү айнек өндүрүү процесси
Формула боюнча ар кандай квалификациялуу чийки заттардан даярдалган партиялык материал эритилет, тазаланып, болжол менен 1150-1100°C эритилген стаканга чейин муздатылат, ал эми калай калай ваннасына туташкан агым каналы аркылуу эритилген стаканга үзгүлтүксүз куюлат жана калай ваннасына терең жуулат. Идиште жана салыштырмалуу тыгыз калай суюктугунун бетинде калкып жүрөт, өзүнүн тартылуу күчү, беттик чыңалуу, четки тартуучу күчтүн жана өткөөл ролик столунун айкалышкан аракети астында айнек суюктугу калай суюктугунун бетине жайылып, жалпакталып, суюлтулат (ал жалпак үстүнкү жана астыңкы беттери бар айнек лентага айланат. Ал калай резервуарынын куйругундагы өткөөл ролик стол жана ага туташкан күйгүзүүчү чуңкур аркылуу тартылып, ашып-ташуучу ролик столуна алып барылат, күйгүзүүчү чуңкурга жеткирилет, андан кийин күйгүзүлөт. Кесилгенден кийин, калкып жүрүүчү айнек продуктусу алынат.
Айнекти калкып жүрүүчү техниканын артыкчылыктары жана кемчиликтери
Башка калыптоо ыкмалары менен салыштырганда, калкыма ыкманын артыкчылыктары:
1. Продукциянын сапаты жакшы, мисалы, беттери тегиз, бири-бирине параллель жана өткөрүмдүүлүгү жогору.
2. Чыгаруу жогорку. Бул негизинен айнек эритүүчү жертөлөнүн эрүү көлөмүнө жана айнек лентаны түзүүнүн тартуу ылдамдыгына көз каранды жана пластинанын туурасын көбөйтүү оңой.
3. Анын көптөгөн түрлөрү бар. Бул процесс ар кандай максаттар үчүн 0,55тен 25 ммге чейинки калыңдыкты өндүрө алат: ошол эле учурда, ар кандай өзүн-өзү түстүү жана онлайн каптоолорду да калкып жүрүүчү процесс аркылуу жасоого болот.
4. Толук линиялык механикалаштыруу, автоматташтыруу жана жогорку эмгек өндүрүмдүүлүгүн илимий жактан башкаруу жана ишке ашыруу оңой.
5. Узак үзгүлтүксүз иштөө мөөнөтү туруктуу өндүрүшкө өбөлгө түзөт
Калкып жүрүүчү процесстин негизги кемчилиги - капиталдык салымдар жана аянт салыштырмалуу чоң. Бир эле учурда бир гана калыңдыктагы продукцияны өндүрүүгө болот. Кырсык бүтүндөй линиянын өндүрүшүн токтотууга алып келиши мүмкүн, анткени персоналдын жана жабдуулардын, шаймандардын жана материалдардын бүтүндөй линиясынын жакшы абалда болушун камсыз кылуу үчүн катуу илимий башкаруу системасы талап кылынышы керек.
Саида ГлассКардарларыбыздын жогорку суроо-талабын канааттандыруу үчүн ишенимдүү агенттен А классындагы электрдик деңгээлдеги калкыма айнекти сатып алыңыз.чыңалган айнек,айнек капкаксенсордук экран үчүн,коргоочу айнекар кандай аймактарда көрсөтүү үчүн.
Жарыяланган убактысы: 2020-жылдын 6-августу