






Қалқымалы әйнек балқытылған әйнектің жылтыратылған пішін алу үшін балқытылған металдың бетінде қалқып жүруіне байланысты аталған. Балқытылған әйнек қорғаныш газымен (N) толтырылған қалайы ваннасында металл қалайының бетінде қалқып жүреді.2+ H2) балқытылған қоймадан. Жоғарыда жалпақ шыны (пластина тәрізді силикат шыны) тегістеу және жылтырату арқылы біркелкі қалыңдықтағы, жалпақ және жылтыратылған шыны аймағын құрайды.
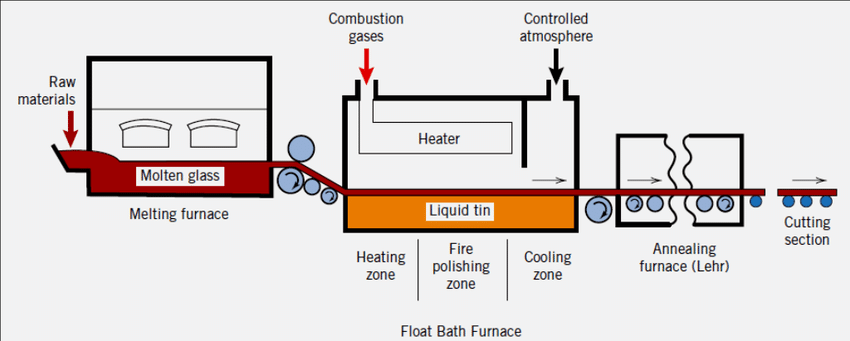
Қалқымалы әйнек өндірісінің процесі
Формула бойынша әртүрлі білікті шикізаттан дайындалған партиялық материал балқытылып, тазартылып, шамамен 1150-1100°C балқытылған шыныға дейін салқындатылады, ал қалайы қалайы ваннасына қосылған ағын арнасы арқылы балқытылған шыныға үздіксіз құйылады және қалайы ваннасына терең кір жуылады. Бактағы және салыстырмалы тығыз қалайы сұйықтығының бетінде қалқып жүргенде, өзінің ауырлық күші, беттік керілуі, шеткі тартқыштың тарту күші мен өтпелі ролик үстелінің біріккен әсерінен шыны сұйықтығы қалайы сұйықтығының бетіне жағылады, тегістеледі және жұқарады (ол тегіс жоғарғы және төменгі беттері бар шыны таспаға айналады). Ол қалайы резервуарының құйрығындағы өтпелі ролик үстелімен және онымен қосылған күйдіру шұңқырының жетек роликімен тартылады және толып кететін ролик үстеліне апарылады, күйдіру шұңқырына жеткізіледі, содан кейін күйдіріледі. Кесілгеннен кейін қалқымалы шыны өнімі алынады.
Шыны технологиясының артықшылықтары мен кемшіліктері
Басқа қалыптау әдістерімен салыстырғанда, қалқымалы әдістің артықшылықтары:
1. Өнімнің сапасы жақсы, мысалы, беттері тегіс, бір-біріне параллель және өткізгіштігі жоғары.
2. Шығару жоғары. Бұл негізінен шыны балқыту жертөлесінің балқу көлеміне және шыны таспаның қалыптасу жылдамдығына байланысты, және пластинаның енін арттыру оңайырақ.
3. Оның көптеген түрлері бар. Бұл процесс әртүрлі мақсаттар үшін 0,55-тен 25 мм-ге дейінгі қалыңдықты шығара алады: сонымен қатар, қалқымалы процесс арқылы әртүрлі өзіндік боялған және онлайн жабындарды жасауға болады.
4. Толық желілік механикаландыруды, автоматтандыруды және жоғары еңбек өнімділігін ғылыми тұрғыдан басқару және жүзеге асыру оңай.
5. Ұзақ үздіксіз жұмыс кезеңі тұрақты өндіріске ықпал етеді
Қалқымалы процестің басты кемшілігі - капиталдық инвестициялар мен еден кеңістігінің салыстырмалы түрде үлкен болуы. Бір уақытта тек бір ғана өнім қалыңдығын өндіруге болады. Апат бүкіл желінің өндірісін тоқтатуға әкелуі мүмкін, себебі персонал мен жабдықтардың, құрылғылар мен материалдардың бүкіл желісінің жақсы жағдайда болуын қамтамасыз ету үшін қатаң ғылыми басқару жүйесі қажет.
Саида ГлассТұтынушыларымыздың жоғары сұранысын қанағаттандыру үшін сенімді агенттен А класындағы электрлік деңгейлі қалқымалы әйнекті сатып алыңызшыңдалған әйнек,әйнек жапқышсенсорлық экран үшін,қорғаныш әйнекәртүрлі аймақтарда көрсету үшін.
Жарияланған уақыты: 2020 жылғы 6 тамыз